Masquerading Processes
"A Traditional Manufacturing Process Masquerading as a Distribution Process"
 “While everyone talks about the importance of flow in the process in meetings and conference calls, what happens on the floor is anything but flow. What we see on the floor is a manufacturing process, not a distribution process. Distribution processes don't use batches like manufacturing. Distribution processes, while sequential in execution, appear to flow like a river, breaking the work into smaller and smaller work units until the activity looks like water.”
“While everyone talks about the importance of flow in the process in meetings and conference calls, what happens on the floor is anything but flow. What we see on the floor is a manufacturing process, not a distribution process. Distribution processes don't use batches like manufacturing. Distribution processes, while sequential in execution, appear to flow like a river, breaking the work into smaller and smaller work units until the activity looks like water.”
That paragraph came from our first weekly status report.
Distribution centers are all about flow and process. Without defined processes, improvisation happens. As highlighted in our last post on this subject, a distribution center is not the place for improvisation.
On the first day of the project, in the introductory meeting with the whole management team, we asked for documentation on the processes used in the DC.
There was none.
“OK, that is fine,” I said. “We will observe, document, make changes, and document the changes.”
That statement met immediate resistance. Documentation and process is “someone else’s job.” Someone quickly complained that we were being asked to work outside our scope. This was right after they had admitted that they did not have any documented processes. When the house is on fire you worry about getting the hose pointed at the fire and making sure the water is flowing; you don’t worry about who has to hold the hose.
“Sorry, but if we are to fix this quickly, we can’t wait for someone to write up the processes, so we will document what we see and start improving, documenting the changes along the way. Wouldn’t you agree that if you want the people on the floor held accountable for working a process, you must provide them that process in writing?” Across the table the HR manager’s head moved, nodding “yes” as I spoke. Looking back over to the engineer, I said, “If you want to participate, fine. But we will document the current state and immediately work to develop improvements.” It was quiet in the room. That did not end the turf war; it was only the first skirmish. Before the engineer could speak, the DC manager spoke, telling his team that he wanted us to take whatever actions were necessary to make improvement happen. The room was quiet as the DC team digested what their manager had just told them.
After that meeting we hit the floor and followed the operations manager as he gave us a tour of the entire facility. I have been on hundreds of these tours, on which the managers tell us what they think is happening. The tour did not start sequentially in the process, but as a physical loop through the building. In about 100 minutes we saw and recorded the process as we observed it. We asked questions, pointed out things that did not appear to match what the manager had just told us, and dug into details that he had skipped. At the end of the tour we had over five pages of notes, and a full audio recording of the tour to refer to.
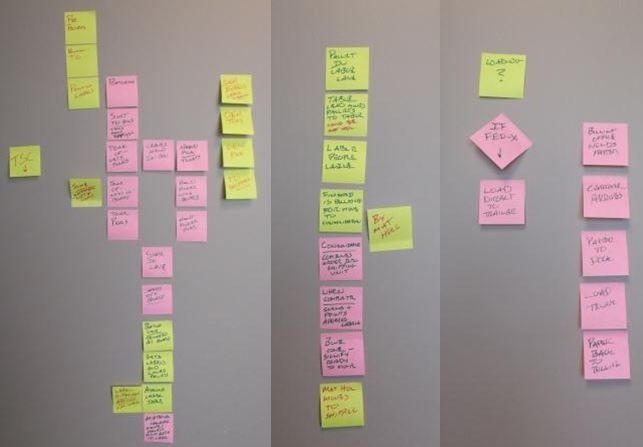
After the tour we covered the wall with sticky notes. Using our notes and the audio, we wrote up major steps on sticky notes, using different colors to help define what we saw as the major blocks of tasks.
Within an hour we covered the wall with a process chart of the current order-fulfillment process. It was a mess. We didn’t have enough wall to keep the process in one single line, so we broke the process into a series of three strips. We did not capture the entire process, only the main volume flow. So back to the floor, asking more questions and observing more. Getting into the Gemba, we identified conditional steps that the manager had barely mentioned, and some that had not been mentioned at all.
On the floor we asked employees what they were doing and why. They found “what” easy to answer, but their inability to answer “why” demonstrated that there were steps the employees did not understand. Some employees clearly thought specific steps were wasted effort. We asked different people the same questions and got different answers, clearly not all of them understood what they were supposed to do. Documents floated about, people audited pallets, marked in the count on the screen print report, and counted again. Items marked “missing” appeared in recounts.
The staging and labeling operations spread over a large area of the floor. The pickers dispatched themselves, starting part of the order by marking the order number and their name on a large complex whiteboard. Another picker would start a different part of the order. They would have to find the order number on the tracking board and write their name in. The first picker to finish marked the staging lane on the board, and the others picking that order staged their pallets in the same lane.
One of us called it “disorganized” chaos, since we observed a different sequence of steps with each picker. Inconsistent execution led to mistakes. Mistakes led to stalled orders. It was a mess.
“The overall end-to-end shipping process from the foreplay of Order Processing through to the delivery of pallet to trucks is ill-conceived, filled with too many steps and activities that add no value. The process lacks a complete end-to-end design. Many of the steps added to “fix” these issues just add more opportunity to make mistakes and slow the process down. SITUATION: We see the obstacle and have figured how to take it out.”
Articles in This Series
Call Us! 877-674-7495 info@dksco1.com