Modeling Long Lead Times
Part One
Both Part 1 and Part 2 of the Modeling Long Lead Time articles use examples from a spreadsheet model that I built to teach a class how to think about safety stock, and to demonstrate how reducing inbound variability reduces the required safety stock.
In Part One, we will establish the basics of our supply chain, and lay out the planning steps we take in the example. Part Two looks at what happens when the plan engages with reality in the field of battle.
The buyer is excited about a new product. The cost of the product is $10 per case — not high, but the margin is 70%, so we can see why the buyer is excited about the product. The buyer projects a demand of 172 units per week.
Lead time, including transportation, is five weeks — 35 days, to be precise. That is a long lead time. We should buy big and order four to six weeks' supply and reorder on a four-week cycle. However, the seller tells us they have a capacity problem — can’t make, hold, and ship more than 200 units per order; they don’t have the space. The buyer worked the deal so that we order every week for what we use. The seller can get 175 units into a truckload, so that locks down our order multiple. The seller is paying the freight, and they will only sell in truckload multiples.
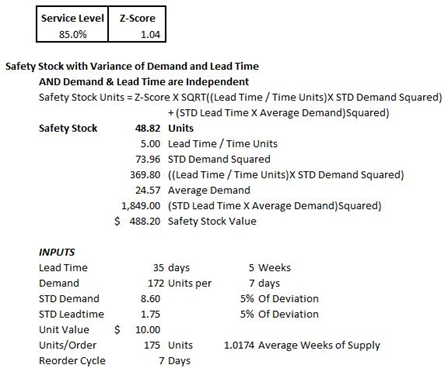
We have to figure out the safety stock for this new item. So we pull out a model that uses the assumptions the buyers provide us to help us calculate how much safety stock we will need. We enter the inputs, and plug in the lead time, the weekly demand, the units per order and the reorder cycle. The buyer expects demand to be light, projecting only five percent of deviation in weekly demand. The seller tells us that they will always deliver on time and complete orders, and the buyer tells us not to worry. We have been around long enough to know that kind of story should be taken with a grain of salt, so we figure in some variance of inbound performance, assuming that the weekly order could be early or late as much as five percent of the 35 total lead-time days, or about 1.75 days.
We set service level at 85% per the company inventory policy for all new items. Only when the VP of Merchandising signs off on a higher service level can we adjust the setting on a new item. Management has decided that all new products have to prove their demand and actually go out of stock before we can raise the service level.
The model says we need 48.82 units of safety stock. We decide to round that up to 50 units. At $10 per unit, safety stock is $500. We will, on average, push $1,720 of product a week, so the safety stock is about 29 percent of the weekly throughput volume. When we bring this up to the buyer, he reminds us of the 70% gross margin on the product, and the $4,000 per week of gross margin dollars this one item is going to make for the company.
The CFO is not happy about the amount of safety stock. This is just one of over 300 new items that the buyers want to stock. The new program just for this SKU, including safety stock requires $1,110 of average inventory. The average inventory for the whole program is over $350,000. The CFO is not looking at the single SKU, but at the entire program. The company has budgeted only $300,000 in working capital for the new program, and the CFO says that we can’t have a dollar more in inventory. The first place we are told to look to cut inventory is the safety stock.
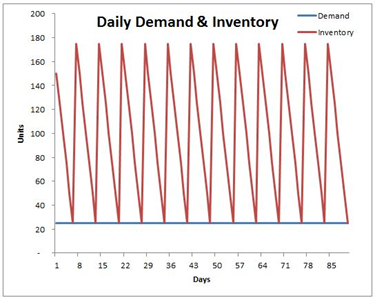
In the perfect-world example of average demand and perfect supply, our inventory and demand levels would resemble the graph to the right. Our stock levels would never go below our demand, and we would receive our replenishment shipment just in time, right before we sold the units. In fact, this picture still shows some safety stock, because the inventory never goes below the 25 daily units of demand, so we always have some stock on hand when the customers come in the door. So we plan our orders in such a way that they arrive the day before and trim our safety stock to 25 units.
We don’t live in a perfect world. Demand is never that perfect, flat line, and deliveries don’t always arrive on time, so we have to carry some additional stock. We set up our order cycle to take delivery of the replenishment order one day in advance of when we would run out of stock; when our inventory hits 25 units we receive delivery of a shipment of another 175 units. That is the plan.
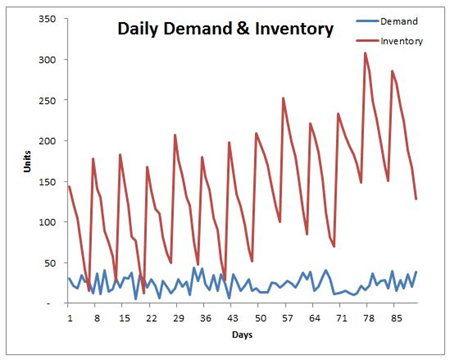
As Mike Tyson says, “Everyone has a plan, until they get hit.” Reality hits us hard, and the reality of the first 90 days of the lifecycle of this SKU shows up in the chart to the left. Demand is an average of 25 units per day, but it bounces up and down like crazy. In the first few weeks, we come really close to running out of stock a few times. Week three sales drive the inventory down hard. The buyer starts to talk about ordering early, but we hold off. Good thing, because sales in weeks four and five are weak, and our inventory grows. Now the buyer starts to worry, because the rest of the new product line fell flat those weeks, and the inventory swelled. In week six the daily demand peaks again, and the buyer again gets nervous.
With a five-week lead time, it is hard to react. The marketing plan included advertising the new products, and that advertising whipsawed the demand. We planned to order in a steady weekly cycle, ordering a truck load each week, crossing our fingers that the supplier shipped on schedule. For the first five weeks they did ship every week, like clockwork. If they missed, we would have run out of stock in each of the first three weeks. But bless their hearts, they shipped like clockwork every week, keeping that schedule for 13 weeks.
When the promotion ran out, so did the demand. We did not know it at the time, but from week seven to week 11, average daily demand dropped to 22 units. Now a drop of three daily units may not sound like much, but it is a 12% drop, and it compounds. Average inventory swelled in that five weeks over 70 units, from an average of 107 units in the first six weeks to 177 in the next six weeks.
That is when the CFO hit the fan. This was not the only SKU for which demand tanked; demand for all of the new SKUs in the line dropped. The inventory climbed across the board. The CFO looked at the on-hand and the on-order and sent a very clear message.
“Do not order.”
So in week 12, we did not order. We skipped a week, planning to order again for week 13. Demand picked up during those weeks. The inventory started to drop. The CFO saw the increases in demand, but he also saw the high inventory and orders received. We thought he understood what “five-week lead time” meant. We were wrong.
Just before we placed the order with the vendor came the email from the CFO.
“Do not order.”
Articles in This Series
Call Us! 877-674-7495 info@dksco1.com