Variability of Execution
 In this article, we talk about stock-out insurance, the functional name for safety stock. We've already covered the Variability of Demand and the Variability of Resources. Now we turn to the Variability of Execution.
In this article, we talk about stock-out insurance, the functional name for safety stock. We've already covered the Variability of Demand and the Variability of Resources. Now we turn to the Variability of Execution.
“Everybody’s got plans … until they get hit.” Boxer Mike Tyson’s interpretation of German Field Marshal Helmuth Von Moltke’s “No plan of battle ever survives contact with the enemy” is the perfect line for any planner to remember. Failures in execution destroy carefully developed plans. Great leaders can deliver victory when events change by replacing the old plan with a new one that reflects the changing events. More often, execution managers fail because they fail to follow the plan, or worse, the plan was doomed to fail from the beginning because it failed to recognize the realities of situation.
Hitting the Plan
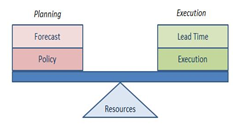
In our efforts to manage safety stock, we have to consider two key variables in the supply part of the process: lead time and execution performance. For the first factor we must look at the capabilities of the upstream supply and find ways to change variation of time and supply. For the second we must develop predictable and consistent discipline of performance.
Lead Time
The time span between the moment the purchase order is issued to the time the goods arrive at the dock is how I define lead time. Most people believe that lead time depends mainly on the vendor. Which definition is correct depends on the specific supply chain we’re talking about.
Let’s first address the idea that lead time is the time between order and arrival at the dock. While in general this is a fine description, the specific details can play havoc with understanding. I once worked for a company where the inventory management system calculated lead time to the point when the product was on the shelf, ready to ship to the store. While inventory management knew the system description was to the shelf, the rest of the company, including distribution, thought that lead time meant delivery to the dock. At the DCs, the receiving staff unloaded the freight, but it could take as long as two full business days for receiving and stowing in the warehouse.
To a vendor, lead time typically means the time between when they confirm the order and when the order is ready to ship. In another example from my past, the vendor could take two to three days to confirm the order after receiving the PO. At their warehouse, freight could marinate (wait) for another two days before the carrier shipped. When the vendor quoted a four-day lead time, they meant from confirmation to ready-to-ship. Our buyers thought it meant from PO sent to freight on our dock. When orders consistently arrived six to eight days late, you can imagine the noise they made when they received late shipment compliance notices.
Depending on the terms of the purchase agreement, lead time can include the time the materials are in transit. We all know that transit times are subject to obvious variables, like the distance between the locations. Fewer people know there are more subtle issues that affect transit time, like the day the goods ship, the time of day of the pickup, the carrier, the amount of freight in the shipment, and many more.
Carefully defining lead time and transit time is the first step in getting accuracy. Good supply chain managers look for ways to shorten the total lead time. They know that increasing the velocity of the materials helps reduce variability and improve cash flow. The buyer has just as much opportunity to reduce total lead time as the seller.
When trading partners work to understand the timing of key events in the process, they can eliminate empty days in the lead time. Reducing lead time reduces the risk of stock-out by minimizing the effect of other factors, like forecast error. One client eliminated three days out of the total lead time with a supplier by moving the day they placed a weekly order from Wednesday to Tuesday. The change did not cost either party in the transaction, but the buyer got the goods three days faster, which helped them shrink their safety stock.
There are times where buyers issue a blanket purchase order that makes a commitment to purchase a large quantity of a product over time, but subject to work orders that will specify specific instructions about quantity, size, colors, delivery dates, and destinations. Blanket POs are often used when a manufacturer needs to secure specific raw materials for the order, and they can help to add last-minute flexibility and increase delivery frequency.
Adjusting the lead time takes forward thinking and discussion between the buyer and seller. Both must look at what changes they can make to help trim days from the process.
Execution
Sloppy execution is perhaps the biggest issue behind the need for safety stock. It takes only one failure in one link to put the rest of the supply chain at risk. Even the simplest mistakes create problems in later steps. Greater complexity in transaction execution results in higher risk of variability, and more safety stock.
The control tower approach to supply chain management depends on making corrections when execution defects are detected, and following the notion of rescue once the central managers learn of the event failure. Even with instant detection and communication, recovery is expensive and often futile.
Many supply chains use detection and cost recovery as a corrective measure. These supply chains monitor events and detect failures. The buyers contractually engage the suppliers and service providers in a behavior modification process. With detection, the buyer charges the vendor or the service provider for the failure. By detecting, informing, and putting financial incentives in place, a buyer can recover some of the cost of the safety stock they carry, and encourage the supplier to improve their performance.
What Is It All Worth? The Power of One
In business, money can be an incentive. Companies measure success and failure by the money they earn or lose. So demonstrating the value of an initiative is important to get people motivated.
When clients ask me to help them figure out how much money an initiative will generate, I recommend what some think is a ridiculously low number, one point. I learned decades ago that small initial movements in the right direction, across hundreds or thousands of items, can generate huge aggregated returns. I saw this in the 1980s, when the company I worked for took a single day of safety stock in a single category, and we liberated over $1 million in working capital.
Let’s look at the example below to illustrate. For this category, the company stocks about $1 million in inventory. The lead time is ten weeks, and the measured variability in performance is two weeks — 14 days. We order every week, so we use the last week of sales to project our order. With as much as two weeks of lead time variability, we carry a total of three weeks — 21 days — of inventory in the system. If you think that carrying twice as much inventory in safety stock as we consume is unusual, I suggest you speak to anyone who imports household goods from China.
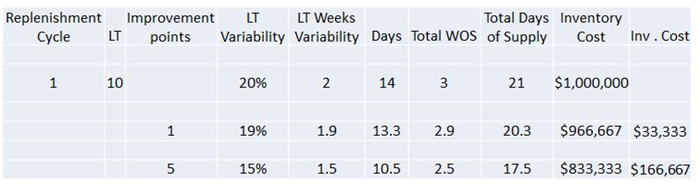
In the example above, we reduce the lead-time variability by one single percentage point. That single percentage point accounts for less than a full day of stock — only .7 days. However, that ridiculously low change in days of supply releases over $33,000 in working capital.
Using the Power of One to motivate change is the attainable part of developing SMART goals. A one-point change is the least significant measure of change that can be asked of anybody. When somebody says we should do more, I tell them to get the first point under their belt. Getting the first point breaks momentum free. Anybody can achieve a one-point improvement if they set out to achieve that single point.
Articles in This Series
Call Us! 877-674-7495 info@dksco1.com