Deconstructing Safety Stock
 The first confusion about safety stock is which method or formula to use.
The first confusion about safety stock is which method or formula to use.
Which formula? Are you confused? Many are. There are heuristic methods, brute-force methods, and four statistical methods.
Which is the way to go? The answer is, “It depends.” Faster replenishment and short lead times often eliminate the need for safety stock. The inventory philosophy also guides the decision.
Do You Need Safety Stock?
Substitution comes into play in determining safety stock. If your store offers the customer more than one option, and the cost of going elsewhere is higher than the cost of the substitution, the customer is likely to buy the substitution, and you still generate income. Here is an example of a substitution that eliminates the need for safety stock at retail.
Wicked Good and the Green Egg
A local hardware store dedicates a full aisle of space to the art of outdoor grilling. They are a Big Green Egg dealer, offering the full line of Big Green Egg smokers and accessories, including Green Egg charcoal. The store offers other brands of grills, including Weber kettles and Brinkman smokers. In the grilling season, over 10 feet of gondola is dedicated to charcoal, including three brands of lump charcoal — Green Egg, Wicked Good, and Cowboy brand.
At times, especially at the end of the season, the store will run out of Green Egg. Green Egg is by far the most popular brand of lump charcoal, priced at $19.95 for a 20-pound bag. People like the Cowboy brand too, mainly because it costs $17.99 per 20-pound bag. By far, Wicked Good is the best bargain, $19.99 for a 22-pound bag, but it is always the last to sell out.
I asked the store manager about the different brands. He told me that the lead time for Green Egg was the longest and most inconsistent. He could get Cowboy from the DC once a week, so he carried enough for a week. The gross margin on Wicked Good was the best, and he could get a pallet of it in a week, whereas it could take as long as three weeks to get another pallet of Green Egg. The manager carried Wicked Good as the substitute, and did not carry safety stock of the other two brands. He made an extra $2 per bag in gross margin with the substitute. People came in for the Green Egg brand, but were happy with the Wicked Good.
Substitution can be a powerful offset to the hassle of safety stock.
Which Method Fits Best?
If substitution is not the right answer, the next question is what method of calculation to use. The purpose of safety stock is not to eliminate stock-outs, but just to make them less likely. There is no perfect answer that fits all needs, and some require more work than others.
Brute Force
This is a simple, effective method based on the smallest number of factors. It requires the least effort, but carries the greatest risk. I sometimes call it the extra-case method.
- Calculate or estimate the weekly sales, or daily usage of the product.
- Determine the reorder cycle in days.
- Multiply the daily sales by the reorder cycle days.
- Keep an extra case on hand.
Some small specialty retailers call this the One to Show and the One to Go model. The Brute Force model works when the lead time is shorter than the length of the reorder cycle, and the sales are steady. In most cases, the retail operator using the Brute Force method assumes that sales are steady, and the vendor’s performance is consistent. Many restaurants use this exact method for managing their inventory, and not just small ones.
Heuristic
Many different Heuristic methods exist. The example shown here is the one I have seen the most.
- Estimate weekly average sales. If you have the sales history in units for a month, divide the number of units sold by 4.333.
- Determine your reorder cycle. Are you reordering weekly, monthly, or when your inventory reaches a reorder point?
- Determine the lead time from the vendor to your operation. Include all the days between when you order and when the order has been delivered to your operations and is on the shelf, ready to sell.
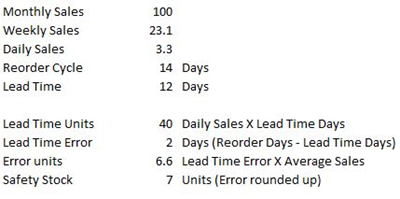
The work is simple. Calculate the average daily sales. Calculate the difference between the lead time days and the reorder cycle days. Subtract the smaller of the two from the larger. In this example, we subtract the lead time of 12 days from the reorder cycle of 14 days. Multiply the lead time error by the daily sales, then round up the result. In our example here, lead time error is two days, multiplied by 3.3 daily units sold, resulting in 6.6 units. Round up the result for a safety stock of seven units.
Some restaurants use this method, tracking sales and usage through computer-based point-of-sale systems. Many retailers use this as part of the Min/Max reorder system from company distribution centers. When the lead time is short (under a week) and can happen multiple times, the safety-stock calculation can become a simple rule-of-thumb equation.
I learned this method for managing inventory and ordering for the hardware department in a building materials store in the early 1980s. Our tracking worksheets showed the on-shelf maximum for each item, which included the safety stock. Each day I reworked the safety stock and inventory balance when processing an order for a specific vendor. We reordered monthly for many of the direct vendors, working a set schedule. The store system printed out vendor reorder sheets every day per schedule, and I got very good with the ten-key calculator that sat on a table in the break room.
The Rise of Statistical Methods
Things get more complicated when you apply statistics. There is a reason for the application of complexity, and that is the cost of excess and the fear of running out of stock. The two methods illustrated above are crude attempts to improve in-stock position and keep inventory tight, and the crudeness increases risk of error.
Complex times call for complex methods. The explosive proliferation of products puts more pressure on limited working capital resources. Retail is not the only application environment for safety stock calculations. The proliferation of products creates a proliferation of parts in manufacturing. Work in process inventory consumes working capital just as much as finished goods. Computer processing speed and capacity, coupled with high-speed data communications, helps reduce the computational effort. The systems can now track every step, every movement of goods, in granular form. With that data, supply chain managers can fine-tune inventory levels.
There are four statistical methods for calculating safety stock. Each fits a specific application niche, depending on the conditions of the inventory in question.
- Lead time never changes and demand changes.
- Demand never changes and the lead time changes.
- Lead time and demand both change, and are independent.
- Demand changes depend on lead-time changes.
Articles in This Series
Call Us! 877-674-7495 info@dksco1.com