Archetypes of Systems - Full 11
Introduction
We live in a world of millions of variables, billions of people, and trillions of possibilities. Yet despite all these variables, people, and possibilities, we can reduce the number of symptomatic descriptions into 10 basic models, or archetypes.
Yes, 10 basic systems models. While a system contains different variables, products, people, languages and many other factors, those differences are not important to the definition of the underlying structure of the system, of how the variables work together. The basic models have existed from the dawn of time, before our ancestors crawled out of the primordial soup. Examples of the models exist in nature. Surely, some of our earliest human ancestors recognized the patterns that appear in life, and started to develop a way to communicate ideas about what they saw.
The models are man’s definition of the patterns that are visible in nature. The effort to define these patterns is ancient, dating to the days of Plato and Socrates. Plato’s Theory of Forms (ideas) is some of the early fundamental work behind the systems archetypes. My aim here is not to teach philosophy, but to highlight that these archetypes are the distillation of the ideas of perhaps millions of people. I did not create the archetypes. The archetypes exist in many books and publications. What I do here is present unique examples to help you better understand how the models work, how they go wrong, and how to get them to go right.
So what is an archetype? Archetypes are patterns of behavior that can be copied, repeated, and used to prototype other behavior. A Systems Archetype is the behavior pattern of a system. The most basic concept is Cause Creates Effect; that is, the effect is the feedback loop of the cause.

Over the past month, my posts have used a series of diagrams to illustrate concepts. These feedback loop illustrations helped define the systems in that part of the story. These causal loop diagrams help define the systems in motion, illustrating the efforts, the influences, the actions, and the reactions in the system. The looping patterns illustrate the feedback-repetitive nature of the system.
While many of us with Industrial Engineering training know how to draw out complex process flow charts, and many of us who practice know how to draw value-chain process charts, we will not find many causal loop diagrams employed in lean-process projects.
My Own Use
I don’t remember when I started to draw causal loop diagrams. I know that I was drawing cause-and-effect loops in my electronics coursework in college, and using feedback loops to help develop ways to improve my film processing in high school. Eventually I started to use cause-and-effect loops to help define the processes inside a distribution center.
The first real project for which I remember using causal loop diagrams was in the late 1980s. For this project, my team used loop diagrams to help identify the root causes of Repetitive Motion Injuries and Carpal Tunnel Syndrome in a large distribution center. In our initial work, we focused on ergonomic factors, such as the weight of the objects, the motions used, and the position of the hands. We considered physiological factors, such as the general health of the employees — their weight, and whether they smoked or were on medication.
Investigating the data, we noticed that about half of the claims involved a single doctor making a CTS diagnosis. While the risk management team investigated this angle, the IE team spent time on the operations floor watching the work. About half of the claims were concentrated in a picking operation, while the rest involved various non-picking jobs around the warehouse. Part of our routine included having conversations with the people we observed, not only to tell them what we were doing, but also to gain insight into what they thought about the work and the operations. Our IE team got an earful from the non-pickers, who savaged the upper management team of the DC.

A few weeks into the fieldwork we started to understand that the high rate of CTS claims was an indicator of a much larger problem. In our interviews and meetings with the DC managers, we found in the managers a surprising animosity toward the employees on the floor. A few managers spoke openly about how they thought the CTS claims were bogus, and how the employees wanted to make trouble for management. The managers danced around the issue of unionization (this was a non-union operation), showing their fear of the issue.
The corporate HR department brought in an outside consultant who agreed that some of the CTS claims were legitimate. In his opinion, however, the majority of the claims arose from incorrect diagnoses. That consultant reported his opinions to our team, and then in a formal report to the corporate VP of HR, putting more pressure on the DC management team, fueling the DC managers’ arguments that the employees were out to get management.
As part of the IE team, it was clear to me that there was more than one cause. It became clear to us that a specific group of pickers were in pain. This group had made the first claims. In these cases, the employee’s personal doctors diagnosed CTS as one of the potential causes of their pain, along with tendonitis, arthritis, and “tennis elbow.” The tennis elbow diagnosis led our ergonomics consultant to tell the IE team a story at lunch.
A man comes into the doctor with pain in his bicep, elbow and lower arm. While examining him, the doctor asks the patient about his activities — does he play tennis, racquetball, or squash? The patient does not play any sports. The doctor asks about work, and learns that the man works at a desk all day, in a job that would not cause this kind of pain. In exasperation, the doctor asks the man if he masturbates. Sheepishly the patient answers that he does. The doctor asks how often, to which the patient answers several times a day.
The doctor’s prescription: switch hands. Use the left hand every other time.
Right after that lunch, we went to the tapes and the motion study data we captured. In our process, we used video cameras to record our observations. We set up a cameras in the work areas and recorded each area for the same two hours while we engaged in other observation activities. We could later watch the tapes to perform timings, to figure out what products the workers handled, and establish a pacing for the observations. Setting up multiple cameras allowed us different views of the same work area, or views of different areas in the same time span. From the tapes, we learned that the workers used their right hands for almost 90 percent of all motions. We also found the root cause of our real CTS claims.

But what about our not-so-legitimate claims? That afternoon the IE team drew causal loop diagrams on the white board, for both the real and the suspect claims. As we drew more of what we observed, we started to see patterns emerge. With the HR consultant’s report in hand, we drew in the actions and reactions between DC management, Corporate HR, and the employees with the suspect claims.
We saw examples of Shifting the Burden, Escalation, and Fixes that Fail in our diagrams. It became clear to us that there were two different problems: one real CTS problem that the IE team could fix, and one morale problem that management would need to fix. The management team was partly right; the CTS claims outside of the pick module were an attempt to get attention, but not to get management in trouble. The other areas had ergonomic issues, just not CTS. But the real issue was the relationship between the floor and the operation manager for the area, not the ergonomics.
What’s Next?
Understanding the ten basic systems models is a form of pattern recognition. If you can recognize the pattern, you can detect the early warnings that people in the system give you, alerting you that the pattern exists. Knowing the archetypes, you can prepare and practice tactical actions that help others see the patterns, the first step toward a solution.
Articles in This Series
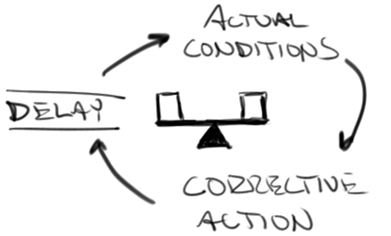
Balancing Process with Delay — Systems Archetype 1
The most basic of the archetypes, the Balancing Process with Delay shows up everywhere. Let’s look at an everyday example:
Thermostat
It is summertime. It is hot outside. You come in and it is hot in the house. Looking at the thermostat, you see that the air conditioner is set to 80 degrees and the thermometer reads 80. You remember that in an effort to save a little money on the electric bill, you have been setting the desired temperature up to 80 when you leave for work in the morning.
Well, it is still too hot. So you set the desired temperature to 75 and go change your clothes. The A/C kicks on and you can feel the cooler air starting to move around the house. It will take a while for the A/C to cool the house down, so you decide to go for a run.
While you are out on your run, your wife gets home and notices it is hot in the house. She makes a beeline to the thermostat and sees that it is set for 75 degrees. Failing to look at the actual temperature, she pushes the setting down to 68 degrees, thinking that 75 is still too hot. The A/C is already running, since it had not even got the house air temperature down to the 75 you set.
You get home from your run. The air in the house feels cool, really cool. But you have been running in the heat and think that it feels really cool to you because you are hot from your run. You take a quick shower and go to the kitchen to help your wife with dinner. Dinner is stir-fry with pasta, so the stovetop has a large pot of boiling water for the noodles and the stir-fry pan. It is hot in the kitchen. Your bride, feeling the heat and the humidity from the pasta pot, checks the thermostat around the corner from the kitchen and kicks the setting down to 65 degrees.
The A/C never cycled off after you got home from work. It is still working to shed the heat load to get the air cooled from 80 degrees. Two hours later, the real air temp is down to 70, but with the heat from the kitchen and the new setting at 65, the A/C is still working hard to get the air chilled.
You sit down for dinner with the family and your daughter says she is cold. Still warm from the work in the kitchen, you feel okay at first. But then you begin to feel a little colder. The air is clammy too, as the A/C is working hard to chill the air but is not able to draw out all the humidity. By the end of dinner, the whole family is feeling chilled.
You get up to check the thermostat. The air temperature is now 67 degrees. You see that somehow the thermostat is set to 65 degrees. How did that happen? You call out to your wife about the thermostat setting to ask if she set it. She doesn’t quite hear you, and thinks that you are asking her if she wants it turned down. You hear “I’m too cold. Turn it up!”
So you turn it up, setting the thermostat to 75. But the system is set for cooling, not heating. The A/C shuts off because the desired setting is higher than the actual temperature. Slowly the air warms up, but it never reaches 75 degrees before everyone goes to bed.
What Happens?
Describing the Balancing Process with Delay generically: the System, acting to achieve a goal, adjusts behavior in response to delayed feedback. If the delay is not deliberate, multiple over-correction occurs, eventually causing those involved to abandon the project due to their perception that there has been no progress, or or even to take further over-corrective action that leads to more delay.
In our example, we set the temp lower, the A/C turns on to chill the air, and it takes time for the air to reach the desired temperature. This is a sluggish system, in that the feedback (cooler temperature) is slow to respond to the corrective actions (lower settings).
What the People Say:
A lack of patience is the root cause of the frustration. “It takes too long for the A/C to cool the house,” may be the complaint you hear from your wife.
“We overshot the correction,” is something that managers sometimes say after the fact. In the middle of the event, before the overshot, you may hear the managers say, “Our response is too weak,” or “The customer did not get our message; call them again.”
What to Do?
Sluggish systems become unstable with aggressive or uncoordinated change. The greater the degree to which the process is adjusted, or the more frequently it is adjusted, the harder it is to keep the process stable. There are two management principles to follow:
- Be Patient: Give the process time to work. Does the headache go away the moment you take the aspirin? Give the corrective action time to take effect before taking any more corrective action.
- Improve the System Response: Look for ways to shorten the time it takes for the system to reach the desired goal. Increasing the power or capacity of the A/C system is one way to address the sluggish response. Another, far less expensive way is to make the changes smaller, so the system can reach the desired state faster.
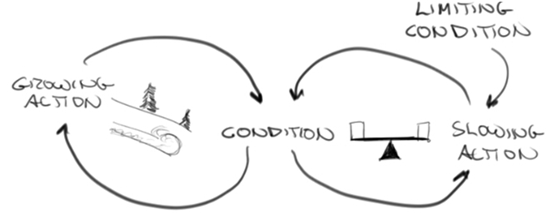
Limits to Growth – Systems Archetype 2
One of the first concepts Engineers learn in the Principles of Engineering Economics class is the Law of Diminishing Returns. The Limits to Growth archetype is the systemic representation of the same principle. Growth always runs into resistance, slowing growth. With every increase in effort to accelerate growth, resistance builds. At some point in the curve, the resistance of the limiting factors becomes greater than strength of the growing action, and growth stops.
Let’s look at an everyday example.
Horsepower
For a long time horsepower in automobiles meant larger engines. The larger the displacement, the higher the horsepower. Auto racing enthusiasts looked for more horsepower to gain more speed. More horsepower meant more speed.
A larger and more powerful engine puts a number of different stresses on a car. The engine is bigger, so it weighs more. The additional power puts more force through the drive train, which must be reinforced, making it heavier. More power to the wheels means that the tires get bigger, adding even more weight. The increase in engine power means that it burns fuel faster, so the car must carry more fuel to go the same distance, adding even more weight. All that added weight is more resistance the new, larger engine must overcome.
The air itself provides resistance. The resistance of a fluid doubles as the speed increases. Eventually, the air resistance becomes so great that adding more power no longer lets the car go faster. Wind resistance coupled with the additional weight of the bigger engine eventually makes for a car that goes slower with every additional HP improvement.
If limiting factors are not addressed, growth stops. In automobile technology, a number of different advances in materials, machining and design have combined to reduce the weight of automobiles, improve the power generated per pound of engine, improve fuel consumption per HP, and reduce the effect of aerodynamic drag. Today engines with 3 liters of displacement can produce HP equal to engines of 5+ liter displacement of twenty years ago. The work that has been done to improve power-to-weight ratios has raised weight limits, and improved aerodynamic designs have reduced air resistance.
What's Happening?
In a business, growth is often slowed by some other system. The other system is often not visible or is unexplained; in some cases the relationship between the acceleration and the limiting condition is not immediately apparent. Like the unseen air resistance to the faster moving car, the limiting factor slows the reinforcing loops of the growth cycle until growth stops.
Key factors that limit growth are people resources (not enough order-entry staff to process additional orders), space or facility resources (not enough dock doors to support the increased volume in inbound and outbound shipments) or capital (not enough money to hire the staff or expand the facility).
Growth can also be limited by external factors, including supplier shortages, regulatory restrictions, and competition.
What the People Say:
Managers often say, “Why worry about this, we are growing,” until they feel the first effects of the limiting condition. Then the story changes to “Yes, we are having growing pains, but as soon as we (add more staff or suppliers, or acquire more capital) we will be back on track.” Eventually, if nothing is done to eliminate or mitigate the limiting factor, we hear management say, “The more we increase sales, the less profit we make. Why is that?”
What to Do?
In the early stages of growth, it is not unusual for a low slope to quickly become a steep one. The rapid acceleration of a business, a new product launch, or a new service is fun… and frightening. There are a number of things that managers can do to help keep growth under control:
- Secure Ample Resources: Start-up businesses tend to burn cash and people, depleting assets and resources quickly. This burn gets faster as the revenue increases. Buying options on the market in order to hold the product and avoid tying up cash, allowing the company to obtain and pay for the resource when needed, is one tactic. Another is arranging lines of credit that the company can tap into to obtain more inventory as sales rapidly rise.
- Remove Limiting Conditions: The time to fix capacity issues is before the big wave of activity hits. Add needed equipment as demand starts to build. Train additional staff ahead of the season, or cross-train existing staff to cover the labor departments that are the system’s constraints. Remove the process friction by simplifying the process before the amped-up growth makes this more difficult to accomplish.
- Throttle Demand: While the sales department may think this is a bad idea, swiftly rising demand that tightens supply should provoke a natural response — increased pricing. If the demand is too high, the purchase price is perhaps too low. This works not only in the obvious areas of pricing consumer products, but in the availability of internal resources. Working overtime in a peak period for a short while is a welcome boost to the paycheck, but extended mandatory overtime gets old, which may lead to labor shortages when your employees get fed up and find new jobs. This third option is the last one to take, only after other options have been exhausted.

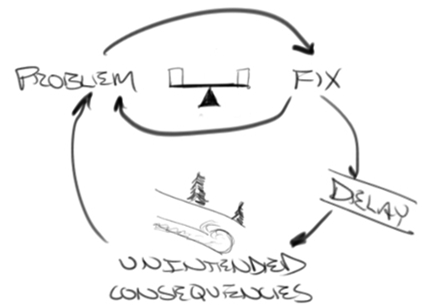
Shifting the Burden — Systems Archetype 3
How many times have people advised you to “treat the cause, not the symptom”? Treating the symptom is the hallmark of the Shifting the Burden archetype.
The advice is obvious. If your stomach hurts from eating too much of the wrong stuff, then stop eating too much of the wrong stuff. Still, people spend millions of dollars on antacids. Perhaps finding the true root cause of a problem is much more difficult than simply to “stop doing” something.
The Garden and the Groundhog
Many wild animals look at domestic decorative and vegetable gardens as a great place to eat. As the plants grow, these neighbors come to visit, explore, and feed along the way. They are doing as they are programmed to do — eat, sleep, breed, and hide. Deer, rabbits, moles, mice, and groundhogs all like to eat the vegetation that we like to use for decoration or tasty food. To these animals, a vegetable garden requires no instruction.
The problem is the animals. The symptom is that they eat the plants. Gardeners deploy a number of symptomatic solutions, mainly repellents, to persuade the animals to stay away. Fences are one line of defense. When pest animals appear, it is not long before the fence goes up around the garden. Fences work well to keep out dogs and other animals that are not interested in eating the contents of the garden, but if a smaller or more agile animal wants to eat what is in the garden, the fence is just a minor challenge. Deer jump fences. Rabbits squeeze through the openings or under the wire. Moles dig under the fence. Groundhogs dig under or climb over.
The application of the fence introduces some side effects. First, they cost money. Second, if the fence is not carefully constructed, it can be an eyesore. Fences limit the gardener’s free access to the garden. Gates provide access… and introduce weakness in protection.
Some gardeners introduce other repellents to augment the fence, once they discover the fence does not protect the garden. These repellents fall into two different groups, those that scare the animals and those that irritate the animals. Different kinds of noisemakers and decoys appear, like scarecrows, aluminum pie plates, and plastic owls. Other gardeners deploy scent-based repellents, like fox urine, rotten eggs, or hot pepper spray. The efficacy of these repellents falls as the animals either learn that the scarecrow or owl is not real or build a tolerance to the scent-based repellents.
The additional repellents require considerable effort to manufacture and apply, and they also produce a series of side effects, including additional cost or the noise they may make. Once repellent measures fail, many gardeners abandon the effort, allowing the animals to lay waste to the garden.
The fundamental solution can take any of three avenues: removal of the close habitat, removal of the pest, or introduction of a real autonomous threat to the pest. The family dog or the local fox are examples of autonomous threats. Each is accompanied by a different type of side effect, some pleasant (dogs make good pets), and some not so pleasant (don’t leave your cats out at night, or the fox will get them). Removal of the pest is more involved, requiring the use of traps that capture the animal (if it is small enough) or the application of deadly force. Either of these solutions may be in violation of local laws. Destroying the dens and burrows of some of the smaller animals are examples of removing the local habitat, as is removing brush.
Some systems require both symptomatic and fundamental solutions to resolve the problem. Some gardeners use fences and repellents while maintaining a watchful eye to see what animals come to visit before deploying the correct fundamental removal solution.
What's Happening?
When the symptom appears, managers apply a short-term solution that provides immediate results. The solution may be appropriate for treating the symptom, but it may not address the underlying cause of the problem. Because the solution only addressed the symptom, the problem creates the symptom again, or manifests as a different symptom, or side effect. At times, the symptomatic solution creates an undesired or unanticipated side effect, such as additional costs, noise, or effort.
Until application of the fundamental solution, the problem remains. The continued application of the same short-term solution proves to be unsuccessful as its efficacy atrophies. The application of other short-term solutions to the symptom will hold off the problem until their efficacy also atrophies. Actual relief arrives only after the identification and removal of the root cause.
What the People Say
“We didn’t have the time or budget to research what caused the problem.” “The fix was simple and worked quickly, but it does not do the job nearly as well now.” “What do you mean that there is trouble down that road?” “It is like a ‘whack-a-mole’ game; as soon as we fix one problem, another appears.”
What to Do?
Solving a Shifted Burden systemic problem may involve using a balance of symptomatic response while identifying and addressing the fundamental problem.
If the problem is new:
- Start Searching for the Root Cause. The faster the search for the cause starts, the faster the fundamental solution can start to work. Start searching for and eliminating possibilities before treating symptoms, since treating the symptom could hide the root cause.
- Carefully Apply Symptomatic Solutions. Choose short-term solutions that provide relief for the worst symptoms of the problem. Try to use short-term solutions that do not mask the fundamental problems. Use the symptomatic solution only to buy time for the fundamental solution to work.
- Remove Symptomatic Solutions that No Longer Work. Identify the solutions in place that no longer work to reduce the required effort and clutter.
If ineffective symptomatic solutions are already deployed:
- Remove Symptomatic Solutions that No Longer Work. Identify the solutions in place that no longer work to reduce the required effort and clutter. These solutions are hiding the root cause and eating valuable resources.
- Start Searching for the Root Cause. The sooner the search for the cause starts, the faster the fundamental solution can start to go to work. Start search and eliminating possibilities before treating symptoms, since treating the symptom could hide the root cause.
- Carefully Apply Symptomatic Solutions. Choose short-term solutions that provide relief for the worst symptoms of the problem. Try to use short-term solutions that do not mask the fundamental problems. Use the symptomatic solution only to buy time for the fundamental solution to work.
Shifting the Burden to the Intervenor — Systems Archetype 4
Outside intervention is often the cause of change in an organization. That intervention is not market pressure, like competition, but can come from partners like suppliers, vendors, and service providers.
The intervenor can hurt the situation as much as it can help. Consider the classic intervention case in which family, friends, or the courts intervene and convince drug-addicted people to get help through a detox center. When done right, the intervention helps the patient develop the necessary behavior skills to break the cycle of addiction. However, the media is full of stories about people who go through the program only to fall off the wagon some time after treatment.

The Outsourced Traffic Department:
It made sense on paper. The freight brokerage offered to absorb the inbound load coordination as a “value add” to the brokerage business. The company used truckload brokers for about a third of the total inbound truckload volume. To the broker there were enough potential gross margin dollars in 6,000 annual loads to cover the cost of the additional coordination effort.
The Operations VP at the shipper liked the idea, since it was a fast way to address a labor issue in the traffic department. Of the two coordinators who worked in the department, one gave notice, and the other saw this as an opportunity to demand an increase in pay. The department management team said they could pick up the slack and replace the two coordinators within weeks. But the VP was looking for a way to trim payroll dollars. Outsourcing the business to the brokerage as a “value add,” in the mind of the executive, meant that he could trim $100,000 off the payroll, with the cost of the coordination included in what the company already paid for brokered freight.
The broker and the shipper made a fast deal, and the company outsourced the coordination effort to the broker. The elapsed time between the beginning of the discussion about the coordinator labor and the handshake agreement was less than three hours.
That is when the problems started. The broker sent a team to the shipper’s offices to learn about the shipper’s processes and systems. The shipper’s management team walked the broker’s process team through the daily activity, working coordination plans and monitoring loads. The team dedicated about twelve hours to watching the process, and then, feeling confident they knew the score, flew home. That first week the shipper’s management team managed the coordination process, planning the next day’s loads, tracking deliveries, and remotely training the broker’s team in the process. The shipper’s two managers dedicated about four hours each to the actual tasks and spent the rest of the time training the broker’s team on the systems.
Over the next few weeks the broker’s team took over, with mixed results. The broker’s plans missed shipments, dispatched loads and tenders late, and carriers rejected load tenders. All the KPIs moved in the wrong direction as the broker’s team fought to learn the system and apply their own practices and processes. All of the KPIs suffered, but the worst was the Carrier Rejected Tenders, the number of loads contracted carriers rejected. When the carriers rejected the tenders, the broker put a brokerage carrier under the load to move it.
As months passed, the broker’s team gained control of the effort and got into a groove. All the KPIs improved except for one, Carrier Rejected Tenders. After about six weeks, the shipper’s management team started to talk to carriers about the increase in rejected loads, and learned that the carriers rejected many loads because there was insufficient time between the tender and the scheduled load pickup. The team looked at the freight costs reports and learned that truckload costs increased while total truckloads decreased. Broker loads increased sharply after the broker took over the coordination process, often at rates slightly higher than contracted rates with the shipper’s carriers.
The shipper started to talk to the broker about the increase in brokered loads and the late tender releases to contracted carriers. The broker started to push back, asking for overhead funding for the coordination services. In negotiations, the broker asked for fees greater than what the shipper’s payroll costs had been.
As outsourced, the shipper now looked at a higher cost for operations than what the internal payroll had been, with lower performance and higher transport costs. The shipper decided to take the coordination back into the house, but first had to train a team of new coordinators. Even the management team at the shipper changed, as front line and department leaders left for better opportunities. The company had to hire and train new coordinators, and then facilitate the conversion of control back to the internal team.
What's Happening?
Similar to Shifting the Burden, this archetype shifts the burden of an activity or task off onto another team or outside resource. With this shift, the person’s or organization’s ability to do the task atrophies to the point that they can’t do the task without the outside assistance. They are like an injured person who uses a cane to assist in walking while recovering and becomes dependent on the cane long after they should be able to walk without it.
As the example above illustrates, companies outsource internal operations to a third party with the expectation that the 3PL will provide faster, cleaner, and less expensive service, helping the company reduce payroll. After the transition, the company reassigns the internal staff that did the job, or promotes them to customer (i.e., layoff). After the 3PL’s promise of faster, better, and cheaper fails to materialize, the internal managers face the uphill climb of acquiring and training the needed staff to replace the “replacements.” Often in the process operating costs increase as past institutional knowledge is lost.
What the People Say
At first, management sounds positive about the change: “We will remove our staffing headache, lower our payroll, and get better service.” As the transition progresses, the managers grumble about poor performance as costs and problem-solving efforts increase. They say, “The transition did not work as planned,” and “We have yet to see the cost savings over what we projected.”
What to Do?
Outsourcing is just one of the examples of Shifting the Burden to the Intervenor.
- Question the Motive. What is the reasoning behind using an intervenor? If the intervenor can deploy additional capacity, talents, knowledge, or capability that is not available internally, the motive is valid. If management uses the intervenor to avoid facing personnel issues, or to shift the budget expense to another part of the company, then the motive is questionable.
- Transition Failure Plans. Many intervention plans fail after implementation, often without a back-up plan. Assume that the plan fails, and determine what internal resources should be retained after the implementation is executed.
- “Over-the-Barrel” Exit Plans. Granted that the goal of a successful transition to a third party should be mutually beneficial, sometimes the servicing party uses their new position of importance as leverage for price escalation. To maintain a healthy relationship, the customer should openly develop an Over-the-Barrel plan that they can execute if the service provider attempts unfair price increases. By openly developing the plan, the customer removes temptation, and maintains their readiness for emergencies.
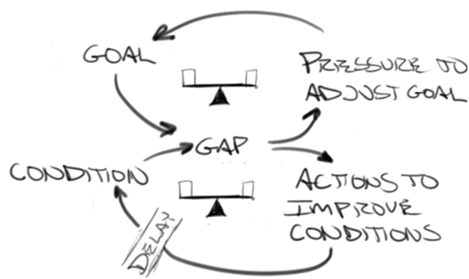
Eroding Goals — Systems Archetype 5
Goal setting is a big deal in logistics. Warehouse operators set goals, just as transportation managers set goals. We all set goals. The real question is, Who makes their goals?
How many times have you set out to achieve a goal, and in the act of working for the goal, moved the victory line a little closer to where you were? Once? Twice? Do you decline to answer because you might incriminate yourself?
The Eroding Goals archetype is typically a negative system that creates a downward spiral of performance. In some cases it can also explain the adjustment that fast-growing companies must make as they encounter better-than-expected results.
Cutting Back in the Downturn
In the aftermath of the financial crisis of 2008, many companies cut back on staff and inventory as economic conditions deteriorated. As the crisis removed liquid capital from the credit markets, the managers of many companies that depended on lines of credit to provide cash to support inventories, payroll, and operations expenses found themselves tight on operating cash. Some companies failed. Others cut back on personnel, stopped projects, slashed service agreements, and canceled equipment replacement plans.
Companies adjusted sales budgets downward, setting budgets to “reasonable expectations.” As the economy continued to flounder, companies again revised their already reasonable budgets to make them even more reasonable. Some companies put more effort into sales, doubling down on phone sales and e-mail campaigns to save cash. For many companies, another round of sales budget adjustments was the answer, a way to meet even lower expectations.
In effect, every time management set a new goal, they narrowed the gap between the goal and the actual performance. The sales team would then do more of the same — more telephone calling and more e-mail campaigns to improve sales — with the same lackluster results. After working at it for a while, management would look at the actual conditions, see the gap that remained between the performance and the goal, and feel pressure to adjust the goal.
This system can work in a positive growing network. A smaller group of companies took advantage of the downturn to move ahead, using their cash reserves to expand their offering and invest in capacity to build for economic recovery. For example, as companies shuttered retail outlets and unloaded excess inventory, closeout stores with deep pockets and solid cash flow bought distressed inventories off the market at a deeper discount. Some retailers took advantage of discounted leases of empty retail space. The major food service distribution companies, like Sysco, Performance Food Group, and Reinheart, went shopping and bought smaller regional foodservice distributors. Without taking on large debt, the bigger companies bought companies in a distressed condition.
Increasing revenue, and thereby increasing earning dollars, was the goal of these growing companies. With each acquisition, revenue increased, closing the gap between goal and performance, with performance sometimes exceeding the goal. Management felt pressure to adjust the goal higher, and the perceived gap increased motivation to increase the acquisition activity.
What's Happening?
There is always a gap between goal and performance. In the Eroding Goals archetype, the people in the system shirk their responsibility to develop and take actions that really improve conditions, settling instead for moving the goal. Reaching a goal is always hard. It requires disciplined thought and action. The resistance in the system creates pressure to lower the goal, to relax the standard, in order to make reaching the goal easier. But performance does not change because the real prescriptive change does not happen, and the group fails to reach the easier goal, creating more pressure to further relax the goal.
What the People Say
Typical rationalizations often masquerade as logical arguments:
- “We can relax the production schedule while we make the change in the controls system.”
- “Back-to-school season is so busy; we must postpone the effort of data collection for the warehouse study until after the season.”
- “Money is tight for our customers, so we have to give them a little more time to pay.”
In each case, the rationalization overlooks the opportunity lost by failing to take action now, or failing to hold firmly to standards.
What to Do?
Strong leadership — from the top, the middle, and the bottom — must hold the line against eroding goals.
- Holding the Line From the Top: Top leadership must continually communicate the vision of the desired outcome. That outcome must be clear and measureable. The middle and lower levels of the organization must understand the outcome, and the outcome must mean something to these people. The leaders must be accountable for their success or failure if they want to hold the rest of the organization accountable.
- Holding the Line From the Middle: These leaders must diligently watch the progress toward the goal. They must provide encouragement to the troops in the trenches and accurate tacking to the officers above. These leaders are the glue that keeps eyes on the prize, and the best way to support that is to point out every success, no matter how small.
- Holding the Line From the Front: Looking to the left and to the right, the front line — the team on the floor — has to support one another. Holding the line is helping others succeed, keeping others accountable through peer pressure. If those in leadership positions are not keeping up their end of the bargain, this group must sound off and hold leaders accountable to make success happen.
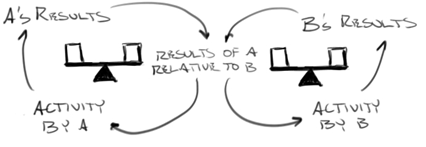
Escalation — Systems Archetype 6
“My Dad can pick up 50 pounds with one hand!”
“Oh yeah? Well, MY Dad can pick up 500 pounds with one hand!”
“HA! MY Dad can pick up a WHOLE CAR with just his pinky!”
Have you heard those lines on the schoolhouse playground before?
Escalation is obvious on the playground and the marketplace, as competitors keep raising the stakes of the game. Marketplace escalation is generally good, as competition builds greater value though innovation. There is a dark side to escalation, like the political rhetoric between nations.
The Unloading Contest
A distribution center received 16 containers of the exact same product on the same day. With two free days before detention started, the receiving manager had a problem. The five available doors exacerbated the problem, because the manager had to keep doors open for the regular freight. The manager figured if he put two doors to the containers, two teams of two employees could unload all the containers in two days. He formed two teams of two workers each and assigned them to the dock doors. If each team knocked off four containers each day, all 16 containers would be unloaded by the end of the second day.
To make things a little more interesting, the receiving manager offered a contest — the team that unloaded the most containers in the two days would win happy-hour beers on him. The manager figured that offering a prize to the winning team would ensure that all the containers got unloaded.
The teams got right to work, and started to unload at a rapid pace. Working at adjacent doors, each team could track the other team’s progress. Team #1 finished the first container in less than 90 minutes and let the supervisor know they were ready for the second container. Team #2 finished about five minutes later, and then waited for the yard truck to swap out Team #1’s container before the jockey swapped out their container.
Team #1 gained a healthy head start on the second container, which Team #2 noticed. But team #2 had a plan. They figured out a way to stage empty pallets in the container, and unload deeper and deeper. As they got to the three-quarter empty point, Team #1 almost caught up to them. That is when one of Team #2’s workers told the yard jockey to bring them the next container.
The jockey had some other work to complete, so when he came to pull the empty from the door, Team #2 was done and had all the freight unloaded. They skipped the pallet wrap and label step as they unloaded, and while the jockey swapped out the trailer, they completed the wrap and tag steps.
Meanwhile, Team #1 finished about the time the jockey pulled the empty out of the door, and they waited until the jockey finished swapping out Team #2’s container.
Working on their third container for the day, Team #2 had the lead, and kept using their rapid unload and stack process to work through the container quickly. Team #1 looked at the process Team #2 had worked out and started using it. Before long, Team #1 performed better than Team #2. Skipping the lunch break, they asked the yard jockey to drop the next container at an unused door while they worked their third container. As soon as Team #1 was done with their third container, they switched over to the other door and tore into their fourth container of the day.
Team #2 asked the jockey to bring them their next container when they hit the three-quarter point, and took care of the wrap and tag as the jockey swapped out the empty and dropped their fourth container. They looked over and saw that Team #1 was well into the fourth container, apparently pulling ahead.
By the end of the day both teams had unloaded five containers, and had started working the sixth container by the end of the shift. The next day they hit it hard again and finished all the containers by lunchtime. Team #2 finished about ten minutes before Team #1, winning the beer prize. In the receiving manager’s eyes, both teams are winners, and he treats both to a happy hour reward.
What's Happening?
Two parties see their welfare as being dependent on a relative advantage over the other party. The success of one party creates a threat for the other party, which then ratchets up effort and innovation in response, and gains an advantage. As the advantage goes back and forth, from one party to the other, both parties become more competitive.
What the People Say
Typically, there is constant chatter about the competitor, constant vigilance, and a competitive focus. The trailing party may complain about unfair tactics or advantages.
What to Do?
Escalation can be positive in the short term, but if it is not managed with care, the ugly side appears and does more damage than good. In our example above, the receiving manager rewards both teams to help boost morale. Without that gesture, the competitive spirit could have crushed morale. The outcome could have been much different if both teams had not taken innovative problem-solving approaches.
- Watch for Unintended Escalation: Conditions inside an organization can create escalated actions between groups, departments, even individuals. Leaders should watch for signs of unhealthy competition, or payback for imagined or real trespasses. Look to turn the process to a win-win situation for both parties.
- Stop the Cycle: If an escalation accelerates and creates damage, the leader should remove the prize. Use mediation to get to the root cause of the dispute that started the cycle, and work for win-win solutions to move the competition back to a healthy state.
- Aggressively Peaceful: If you are the leader of a team caught in an Escalation loop with another group, go aggressively peaceful with the other side. One form of being aggressively peaceful is to stop all competitive actions and ignore what the other party is doing. If between people, one party can approach the other and surrender by saying things like “Man, you guys got so good that we just can’t keep up. How about teaching us how you did it?”
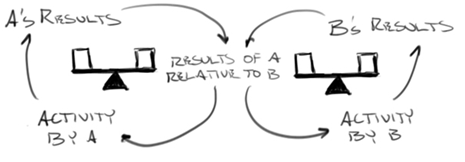
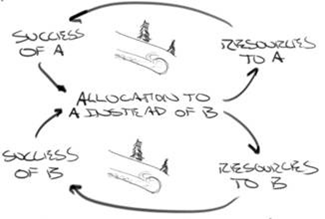
Success to the Successful – Systems Archetype 7
Another team- or activity-based dynamic system we see in logistics operations is Success to the Successful.
The Sears Story — 2013
In 2008, Sears Holdings rolled out a new decentralized corporate structure, cutting the company up into over 30 different independent business units. Called SOAR (Sears Holdings Organization, Actions and Responsibilities), the plan broke the company into autonomous businesses, each with its own board, president, marketing, and financial statements. Each department became a business unit, and CEO Eddie Lampert expected each business unit to generate profit. Gone were the subsidies by which non-revenue departments just supported other parts of the business, Lampert expected non-revenue departments to contribute Business Operating Profit, BOP.
Sears employees had a different name for the program — SORE.
Under the new program, unit managers’ bonuses depended on the performance of the unit, measured by the operating profit the unit created (BOP). With a single metric came a singular focus by the business unit managers, a focus only on the profitability of the business unit and forgetting the welfare of the company as a whole. Some groups cut back on labor, knowing that labor from other groups in the store would take up the slack. Turf wars erupted and escalated. According to departed executives, the new program discouraged cooperation. Without a holistic doctrine and strategy, business unit leaders focused on individual unit profits, often hiding their plans from other unit executives.
Overall, sales and revenues dropped. The business units clashed over resources, including cash funding. Sears Holdings senior corporate executives defended the program, claiming that the clashes over resources were simply a product of competition and advocacy. Spokesperson Chris Brathwaite went as far as to say that competition and advocacy “were sorely lacking before and are lacking in socialistic economies.”
As sales and revenues dropped, so did the cash available for capital expenditures. The business units discovered they were fighting over a smaller pile of cash. The winners in the CEO’s eyes, like the online business unit, received more funds and attention from the leader than the traditional parts of the company. While the company does not break out the details of the contribution of each of the business units, former insiders tell stories of the e-commerce unit: “there’s a lot of attention from Eddie and you have a lot of money to spend.”
What's Happening?
Two (or more) activities or teams compete for limited support or resources. The more successful one team becomes, the more support and resources it wins, starving the other teams.
What the People Say
Competition heats up. After the second cycle (sometimes after the first cycle) the lower-performing teams voice concerns about how unfair the system has become. Internal complaints grow, sometimes taking the form of gallows humor or sarcasm (SORE in place of SOAR). After three cycles, leaders of the starved parts of the organization depart for better positions and different companies. Senior executives defend the program as fair — using revenue or profit-margin percent to allocate more to whoever is more successful.
What to Do?
Success to the Successful is often the product of a single-minded focus on a singular metric, like profit, or productivity, at the lowest levels of the organization. While a metric like Operating Cash Flow is a great measure to determine the success of the organization, or to understand the contribution that a business unit makes to the overall OCF, it is a poor metric to use to determine allocation of resources.
- Watch For the Goal: Top leadership must be on guard against the use of metrics to foster competition among different divisions of the organization. Is the right metric being used? How many exceptions can the managers in the divisions point out?
- Weaken or Decouple the Connection: If an irrational metric for the conditions is being used to allocate resources, decouple the allocation from the metric.
- Allocate for Opportunity, not Performance: Determine the allocation of resources, like capital, based on the projected return on investment, not on the past performance.
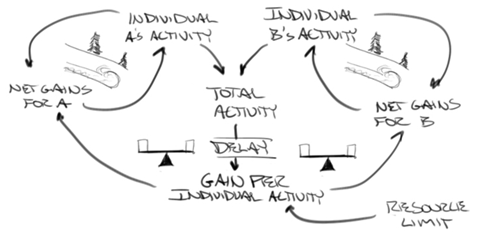
Tragedy of the Commons – System Archetype 8
Individual performance incentive programs can generate outstanding results. But at some point, the Tragedy of the Commons, if it is not carefully watched, can erode that success, breeding conflict in an organization, conflict that harms morale and reverses the early positive results.
The Sales Contest
In Glengarry Glen Ross, a group of four real-estate salesmen are locked in a competition to close deals so they can keep their jobs and gain access to the coveted Glengarry sales leads. Of the four, only two will still be part of the sales team. In the movie, two of the characters decide to steal the Glengarry leads and sell them to a rival company.
The story illustrates an interesting dynamic. The sales team depends on leads, the people who filled out cards at some trade show saying they were interested in buying real estate. There is a finite supply of leads, and many of the leads are worn out from overexposure to sales calls.
In a typical sales contest, potential customers are the controlling resource of the system. Usually, sales management treats the market as a bottomless well of potential customers, when in reality there is a limit to the number of qualified customers. The more specialized the product or service, or the higher the price, the more limited the pool of customers. In some sales organizations the salespeople earn on a simple commission program, so the funds they need to find leads and develop customers into buyers come from a portion of the commission the salesperson earns.
If Salesman A closes more deals than Salesman B, Salesman A earns more commission than Salesman B. If the salesmen in this system pay for their own lead generation and development, or are given more leads from a central pool based on deals closed, the salesmen with higher performance receive more resources. If the pool of leads is limited, at some point the low-performing salesmen starve for new leads. If the low performers are unable to convert leads into closed deals, the low performers starve.
At some point, overall sales production starts to fall. The strongest salesman controls more leads than he can manage, and the rest of the sales team suffer decreases because they have worn out their smaller supply of leads. The system becomes damaged. In the movie, two salespeople steal the leads, an unintended consequence that damages the total effort of the company.
What's Happening?
Two or more individuals use a common but limited resource based on their effectiveness at converting the resource into production. When the more effective individuals are rewarded for their greater efficiency with more access to the resource, eventually the entire system sees diminishing returns because the strongest individual cannot use all the resources he has, and the rest of the group has insufficient resources to sustain production.
What the People Say
“There used to be plenty of work to go around, but not so much now,” is a phrase often heard in operations that use individual incentives to reward salespeople. Terms like Darwinian, Survival of the Fittest, Only the Strong Survive, or Starving for Work are associated with the Tragedy of the Commons Archetype.
What to Do?
While it is not uncommon to see competition for food and shelter in nature, the notion of Survival of the Fittest is offset by adaptability in nature, as animals adjust for the short term, evolving over the longer term of generations. In the man-made systems of business, leaders must be careful not to tie resource access to performance.
- Manage the Common: When a key resource is limited, leaders should allocate the supply fairly, and award access based on more than a single performance measure. Overall progress and effective conversion of the resource pool is the metric the leader should follow.
- Recycle Idle Resources: If a resource is idle for an extended time, recycle it to the resource pool. An idle resource is a wasted resource.
- Assign For Difficulty: Consider how skilled each individual is at converting the resources. Assign the more difficult resources to the more skilled. Monitor for waste and assign wasted resources to those with the lower rejection rates.
Fixes That Fail – System Archetype 9
The problem with managers is that they do the first damned thing that pops into their minds.
This single sentence is perhaps the best description of Archetype #9.
Dialing for Diesels
The new scooters proved to be so hot that customers bought them as soon as the boxes hit the shelves. Retailers fought for the limited inventory. Because the scooters were imported from China, the supply chain could not speed up fast enough to meet demand.
The length of the supply chain and the transit delays were only part of the problem. The retailers increased their orders above the plan. Company managers in the US increased their orders to the factories in China. The factories scrambled to increase the supply of components from other suppliers in Asia, who in turn scrambled to get the raw materials they needed to make the parts. For a while the Chinese factories could keep up with the demand, keeping a six-week lead time between the issue of the purchase order and the availability of product in the US warehouse.
Retailer shelves emptied as soon as product arrived. Retail managers were sure that the demand was growing, and while they could not get the product faster, they increased the size of the orders from the supplier.
At the supplier, the inventory control managers saw the new orders and quickly discovered that retailer demand was now greater than what the factories could produce. The US-based managers talked to the factory managers in China about increasing capacity. The Chinese managers pushed back, saying that they could not increase capacity. Left with few options, the US managers quietly started to allocate supply to their customers based on the date of the order.
At first, the allocation helped spread the supply. The US managers accepted orders on a first-come-first-honored plan. Once the managers allocated the planned supply for a specific week, they just moved the PO to fill the following week, pushing the ship date back in a message to the retailers. Retailers, hearing about the delay, increased the size of their orders.
Problems started to appear a month after allocation. The capacity of the West Coast dock operations to unload containers, palletize the scooters, and load the trucks to ship to retailers was insufficient to keep up with the demand. The company used a 3PL service for the physical work. While the 3PL had lots of dock space, the 3PL served many customers, and all of those customers were having a busy season. The 3PL could not keep up with the volume demanded by many of its customers, and so unloading and shipping fell behind.
Some retailers used vendor charge-back programs, taking discounts for late shipments or late pickup notice. The US managers were at first unaware of the throughput capacity at the 3PL, only learning of the problem when they got calls from unhappy retail buyers about late shipments. Managers really took notice as retailers started taking deductions off invoices for late delivery or fill-rate shortfalls. The US managers put more pressure on the 3PL to pick up the pace. The 3PL responded by adding another shift and moving orders around in its schedule.
Pre-paid freight terms, under which the US supplier paid for the transportation, applied in about half of the orders. For the other half, collect terms applied, so the customer selected the carrier and managed the transportation. The retailers using collect terms depended on messages from the supplier advising them when to schedule the trucks to make pick-up.
This is when the problems really started. Fighting to keep up with all the activity, the 3PL moved its schedule around. When processing a pre-paid terms order, the 3PL picked the order and loaded it directly onto a truck, dispatching the load quickly. The 3PL managed the outbound transportation, and ordered the truck the afternoon before picking the order. But with collect orders, the 3PL did not arrange the transportation. The 3PL would advise the US scooter company managers that the orders that would ship the next day. The US managers then advised the retailer transportation teams.
Timing became the problem. 3:00 PM on the US West Coast is 6:00 PM on the East Coast, after the close of office hours. The 3PL pushed the load plan to the US managers at 3:00 PM. The US managers contacted their customers’ traffic departments via e-mail after 4:00 PM Pacific Time — messages the East Coast customers did not see until the next morning.
Freight waiting for customer pick-up started quickly piling up on the 3PL dock. Some retailers had very good transportation connections, and even with the short notice could schedule same-day pickup. Other retailers needed a full day to make arrangements, and sometimes two days. So, many retailers imported through the West Coast ports, and the combined seasonal volumes reduced the available truck capacity.
Many retailers scheduled pick-up to happen one or two days after the 3PL picked the scooters, following the terms of their agreements. Some retailers, desperate for the scooters, turned to freight brokerages for capacity. With a tight supply of available trucks, these shipping departments ended up dialing for diesels, calling broker after broker to get the needed capacity, paying more than what their normal carrier would have cost.
As freight piled up on the dock, the 3PL became less efficient as the marinating freight took up needed space on the dock. The 3PL could not process inbound containers at the same pace, so inbound started to pile up. Even pre-paid orders slowed down as the 3PL became jammed with scooters awaiting customer pickup.
The brokered trucks arrived as scheduled. The 3PL, buried under the waiting shipments, could not process the trucks quickly enough, and the carriers charged the retailers detention and delay fees. The 3PL paid the pre-paid carriers, and loaded those trucks first to avoid the delay fees.
While allocating purchase orders to meet factory capacity helped the scooter company, allocation did not help the US logistics operations. Even when the company lowered the allocation again, it was too late, and inventory continued to pile up. Demand at retail dropped, and some retailers canceled orders. In the end, both the company and the retailers held too much stock, and the closeout sales started. The collect terms customers that used brokers to move the shipments charged back the detention fees, and sometimes deducted the difference between the broker cost and the regular carrier cost.
What at first appeared to be a great program quickly became a nightmare, and the company experienced a cash loss on what should have been a great cash generator.
What's Happening?
In Fixes That Fail, the short-term fix creates an unforeseen, long-term consequence that requires even more of the original short-term fix. In the example above, allocating demand to weekly supply was the fix. However, allocating orders to factory capacity did not address other fundamental capacity issues in the supply chain. Pushing order ship dates back encouraged retailers to increase the quantity on the next order, and larger orders ate through the capacity quicker.
Allocating to the factory capacity, and not the system capacity, was what really caused the failure of the fix. The real problem did not appear until well after the application of the fix.
What the People Say
“This worked before, why not now?” is the hallmark phrase of the Fix That Fails system. More important than what you hear is what they don’t say, which provides the early warning. When the fix focuses only on the front half of the supply chain, from raw materials to production, trouble lurks, because capacity issues on the back half of the supply chain do not appear until after the fix is applied.
What to Do?
Fixes That Fail is a common Systems Archetype. Perhaps the best way to avoid this problem is not to do the first thing that pops into your head. Managers must maintain a long-term focus, and employ a fix only to buy time for a long-term solution to take hold.
- Identify All Constraints: There is never only one constraint in a system. Like in a Whack-a-Mole game, a new restraint is sure to pop up somewhere else in the system.
- Uncover the Primary Constraint: The primary constraint is seldom obvious. If demand outstrips supply capacity, it is sure to be more than some other point in the supply chain, which will become the primary constraint.
- Remove or Exploit the Primary Constraint: In most cases, other factors prevent increasing the capacity of the primary constraint. Exploiting the constraint is nothing more than managing systems processes to make sure that the primary constraint is fully utilized.
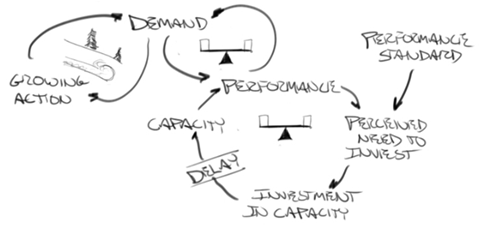
Growth and Underinvestment - System Archetype 10

Businesses must grow in order to sustain their financial health. A Growing concern is a Going concern. For many businesses, the challenge to growth is the availability of cash funds to support that growth. That is why it is so important for new startups to have access to investment cash, and why so many small businesses never reach the million-dollar annual revenue level. Underinvestment doesn’t only plague small and young companies; older and larger firms can also suffer from a lack of investment, or a delay in needed investment.
Self-Fulfilling Investment Failure
When senior management saw the original projections for the pea smasher, visions of huge profits danced in their heads. The market looked solid, and the projected unit cost looked great. Finance ran a five-year cash-flow analysis, and declared that the new product would generate sufficient operating income to recover the investment within the first two years.
However, there was a problem with the market projections. While a demand for pea smashers clearly existed, the initial sales never built up like expected. With respectable but below-capacity sales, there was not enough demand for pea smashers to use all of the capacity of the new manufacturing operation.
So manufacturing operations cut costs, reduced labor, and got lean making pea smashers. It was not long until one of the salesmen discovered another use for the pea smashers in the pharmaceutical industry. Engineering developed some new tooling, and the demand grew.
With two different demand markets for the same machine, total demand grew smartly until manufacturing started to feel the capacity pinch. With hat in hand and new plans for an addition to the pea smasher operations, manufacturing approached the senior executives for more investment.
Management, remembering the sting of an ROI that did not happen as planned, delayed making a decision on the capitol expansions. They told the manufacturing managers to find other ways to improve the capacity of the operation without more investment.
The delay in additional capacity was a headwind to demand. The demand increased, lead times lengthened, and some customers turned to other sources. A competitor created an inferior copy of the pea smasher, which put a dent in the demand. Manufacturing and Engineering developed ways to get more smashers out the door each day by using a combination of outsourcing and overtime labor.
As performance increased, the demand increased. Unable to get any more efficiency out of the program, costs went up, and demand slackened. More competition moved into the market, improving their offerings and taking more of the market. By the time senior management finally recognized the need to invest in expansion, the company position in the market had fallen. Now that the company was longer the market leader, demand for its smashers dropped to below factory capacity, and lower.
What's Happening?
Growth creates pressure on the capacity of the system. As growth approaches the capacity limit, a number of short-term solutions replace investment. These short-term solutions may increase capacity, but eventually growth reaches the practical capacity limit, after which only an investment in additional capacity (plant and/or equipment) can raise the limit. Without the investment, key goals and standards are downgraded, and the growing demand is left unmet. Eventually demand growth stops and demand shrinks, providing a self-fulfilling rationalization for the decision not to invest.
What the People Say
Often decision makers will claim that resources for all initiatives are tight and operations must develop ways to maximize the utilization of the current investment. “There is always room for improvement in your execution. Improve the execution and we will reconsider the investment.” Sometimes the issue is that management cannot see the potential growth beyond the current demand, or cannot see the opportunities for market expansion.
What to Do?
Where there is a real potential for growth, increase system capacity ahead of the demand growth.
- Clearly Identify the Growth Potential: Define all applications, the size of the market for each application, the presence of competing alternative solutions, and the potential market penetration.
- Develop a Clear Plan to Meet Growth: Develop a phased plan for growth. Identify the logical capacity investment steps and the execution optimization activities planned to improve capacity between investments.
- Identify Risks of Missed Opportunities: When developing the growth plan, identify the lost market potential and lost revenue and profit dollars associated with the decision delay, or forgo investment in capacity.
Call Us! 877-674-7495 info@dksco1.com