Coming Soon
Articles in This Series
Lessons & Stories
Modeling Long Lead Times Part 1
In this series we will establish the basics of our supply chain, and lay out the planning steps we take in the example. Tomorrow we look at what happens when the plan engages with reality in the field of battle.
The buyer is excited about a new product. The cost of the product is $10 per case — not high, but the margin is 70%, so we can see why the buyer is excited about the product. The buyer projects a demand of 172 units per week.
Lead time, including transportation, is 5 weeks — 35 days, to be precise. That is a long lead time. We should buy big and order four to six weeks' supply and reorder on a four-week cycle. However, the seller tells us they have a capacity problem — can’t make, hold, and ship more than 200 units per order; they don’t have the space. The buyer worked the deal so that we order every week for what we use. The seller can get 175 units into a truckload, so that locks down our order multiple. The seller is paying the freight, and they will only sell in truckload multiples.
We have to figure out the safety stock for this new item. So we pull out a model that uses the assumptions the buyers provides us to help us calculate how much safety stock we will need. We enter the inputs, and plug in the lead time, the weekly demand, the units per order and the reorder cycle.
Modeling Long Lead Times Part 2
Just before we placed the order with the vendor came the e-mail from the CFO.
“Do not order.”

That did not make sense to us. We were overstocked, but not that overstocked. Cutting one order trimmed 175 units of inventory flow that wasn't due to arrive for five weeks. Who knew what would happen? We thought that just cutting one week was kind of drastic, but two weeks of orders, in a row?
We talked to the buyer. He was busy working on the next promotion, and did not appear to be worried. We told him we thought that in six weeks we would run out of stock. In fact, we were sure of it.
We were wrong. It was five weeks.
Lead Time: Prediction and Execution
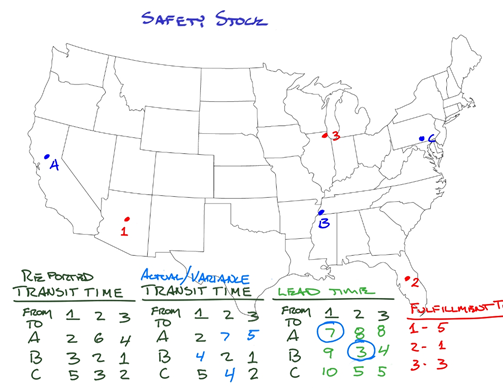
Previously we looked at the fine strands of supply of a single product. In our example, we looked at the combination of fulfillment time and transit time to choose the vendors that served our distribution centers. A few months have passed, and we have been hearing about some stocking problems and late deliveries at some of the distribution centers.
Luckily for us, our company tracks inbound supply performance, recording the dates of PO release, the date the vendor shipped the order, and the date the PO arrived at our DC. We go back through three months of data and examine the actual performance to learn that actual fulfillment times are consistent with what the vendors told us. Phoenix is still taking five days, and Orlando is still taking only one day.
Call Us! 877-674-7495 info@dksco1.com